Common Failures of Reducing Tees
Posted: 09/10/2022 07:27:14 Hits: 43
If the formed part fails to achieve the specified target function, that means failure, which is mainly caused by the size and shape of the product failing to meet the requirements or the change of the material structure and properties before and after forming. Some failures are beneficial, for example, beneficial wrinkles in the development of some reducers in different materials, and reasonable control of mechanical and geometric conditions can better shape the part. Some failures are harmful and should be avoided in time. The following three failures will occur in the forming process of the reducing tee.
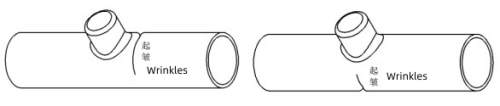
Figure 1 Wrinkled reducing tees
(1) In the early or middle stage of forming, the material fed axially cannot flow to the branch pipe in time or fully and the main pipe is subjected to a great feeding force due to too fast axial feeding and insufficient internal pressure, resulting in plastic deformation after being compressed. Wrinkles appear on the pipe wall resulting in instability; excessive axial force leads to wrinkling and material accumulation. It can be seen that wrinkling has a great relationship with the loading conditions. Some wrinkles can be flattened by the post-processing process and can be classified as beneficial wrinkles, but some wrinkles cannot be recovered in the post-forming shaping stage, as shown in Figure 1.
Figure 1 Wrinkled reducing tees
(1) In the early or middle stage of forming, the material fed axially cannot flow to the branch pipe in time or fully and the main pipe is subjected to a great feeding force due to too fast axial feeding and insufficient internal pressure, resulting in plastic deformation after being compressed. Wrinkles appear on the pipe wall resulting in instability; excessive axial force leads to wrinkling and material accumulation. It can be seen that wrinkling has a great relationship with the loading conditions. Some wrinkles can be flattened by the post-processing process and can be classified as beneficial wrinkles, but some wrinkles cannot be recovered in the post-forming shaping stage, as shown in Figure 1.

Figure 2 Breaking of reducing tees
(2) In the early or middle stage of forming, the supporting punch is separated from the top of the branch pipe and does not play a supporting role due to insufficient axial feed, too high internal pressure, or too fast retreat of the punch supporting the branch pipe in the forming process. It is easy to crack the top of the branch pipe due to excessive thinning, as shown in Figure 2. The cracking is the product of the combined action of feeding and internal pressure, so qualified parts can only be formed by using a reasonable matching of internal pressure and axial feeding.

Figure 3 Buckling reducing tees
(3) In the forming process of the T-shaped reducing tee, in addition to the two defects such as wrinkling of the main pipe and rupture of the top of the branch pipe, buckling may also occur. The distribution of the axial feeding of the punch is unreasonable, resulting in an excessively long deformation zone and a serious increase in the internal pressure of the pipe. In this case, dents or wrinkling in the transition zone of the branch pipe occurs. It may occur in the left transition area, the right transition area, or on both sides of the transition area. This defect can usually be mitigated or resolved by controlling the tube length and increasing the process or process parameters.
Post URL: https://www.landeepipefitting.com/common-failures-of-reducing-tees.html
Landee is a professional industrial pipe fitting manufacturer and be well accepted by customers all over the world, we has been producing Pipe Fitting for a variety of applications since 1985. welcome to access our website: https://www.landeepipefitting.com.
Previous: Feasibility of High-pressure Forming in Reducing Tees
Next: Controlling Uniformity of Quality of Inner Surfaces of Bends
Next: Controlling Uniformity of Quality of Inner Surfaces of Bends
