The Failure Analysis of the Stainless Steel TP304 Tee (Part Two)
Posted: 03/30/2022 02:38:49 Hits: 16
1.4 The microstructure analysis
Take another batch of the qualified tees with the same specification to compare with the cracked tees, and the sampling positions are the positions perpendicular to the main pipe axis and close to the root of the branch pipe. Figures 4a and 4b are the metallographic structure pictures of the polished state of the different tees. Comparing the two pictures, it can be seen that the size of the inclusions in the matrix of the cracked tee is significantly bigger than that of the other tees, and the number of inclusions increases. According to GB/T 10561-2009, the inclusions in the cracked tees are graded as follows: it is a D-type spherical oxide, and the level is 2.5, that is, a 100-fold optical microscope. The number of inclusions in a single field of view is 25 to 36. Most of the single inclusions have a diameter of about 3 to 8 um, and some larger inclusions have a diameter of approximately 10 um.
Table 1 Test results of chemical composition of stainless steel TP304 cracked tees (mass fraction/%)
Take another batch of the qualified tees with the same specification to compare with the cracked tees, and the sampling positions are the positions perpendicular to the main pipe axis and close to the root of the branch pipe. Figures 4a and 4b are the metallographic structure pictures of the polished state of the different tees. Comparing the two pictures, it can be seen that the size of the inclusions in the matrix of the cracked tee is significantly bigger than that of the other tees, and the number of inclusions increases. According to GB/T 10561-2009, the inclusions in the cracked tees are graded as follows: it is a D-type spherical oxide, and the level is 2.5, that is, a 100-fold optical microscope. The number of inclusions in a single field of view is 25 to 36. Most of the single inclusions have a diameter of about 3 to 8 um, and some larger inclusions have a diameter of approximately 10 um.
Table 1 Test results of chemical composition of stainless steel TP304 cracked tees (mass fraction/%)
| ltem | C | Si | Mn | P | S | Ni | Cr |
| Samples | 0.08 | 0.48 | 2.10 | 0.028 | 0.014 | 6.52 | 16.80 |
| GB/T 3280—2007 | 0.15 | 0.75 | 2.00 | 0.045 | 0.030 | 8.00 to 10.00 | 17.00 to 19.00 |
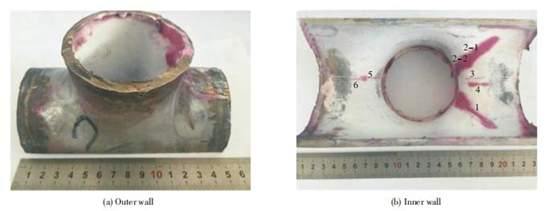
Figure 1 The macro picture of cracked tees

Figure 2 Macromorphology of crack positions 2 and 5
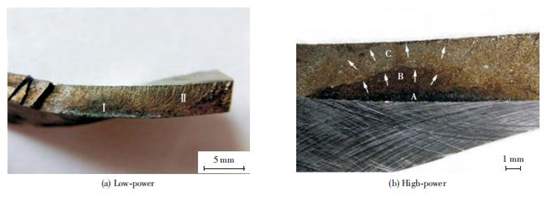
Figure 3 Macroscopic fracture morphology of crack position 2
Figures 4c and 4d are the etched metallographic structures of the two different tees. Comparing the two figures, it can be seen that the metallographic structure is austenite, the grain size of the cracked tee is smaller than that of the other tee, and the grain boundaries are not straight. Figure 4e and Figure 4f are the SEM observation images of and the cracked tee and the other tee. From the figures, it can be found that in addition to the big austenite structure in the cracked tee, some microstructures undergo phase transformation. After being etched by aqua regia, a needle-like martensite structure remains, which proves that the cracked tee structure is transformed into martensite after partial unstable austenite deformation.
Figure 5 shows the SEM image of the inclusions in the cracked tee and the EDS analysis curve of the inclusions at the 1# position. The specific element composition is shown in Table 2. According to the introduction of literature. Usually, Si deoxidized 304 stainless steel mainly forms silicate composite inclusions, and the main components of the inclusions are CaO-SiO2-Al2O3, and a small amount of MnS, Cr2O3, MnS and TiO2. The inclusion composition of the obtained cracked tees is the same as that of the inclusion composition in Table 2.
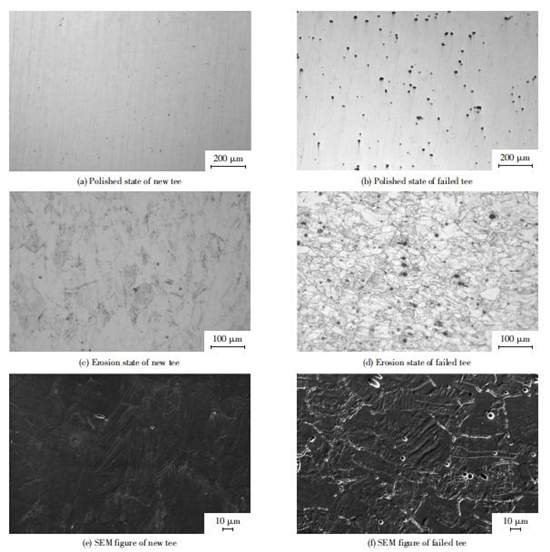
Figure 4 Microstructure of the cracked tee and the other tee
Table 2 EDS analysis results of the chemical composition of inclusions (mass fraction/%)
| Element | C | O | Al | Si | S | Ca | Ti | Cr | Mn | Fe | Ni |
| Content | 50.41 | 50.41 | 0.30 | 19.54 | 0.47 | 0.52 | 0.40 | 3.27 | 0.36 | 12.41 | 0.76 |
1.5 The fracture analysis
The fractures were observed and analyzed by a scanning electron microscope, as shown in Figures 6 and 7. Figure 6a shows the crack initiation position (I zones), and Figure 6b shows the crack origin-expansion boundary zone. From the fracture morphology of the crack source area, the fracture is relatively flat; the fracture in the crack source area is characterized by transgranular cracking, and the surface oxidation at the crack initiation position is serious (Figure 6c). The EDS composition analysis shows that it contains elements such as Si, S, and Ca. The EDS analysis results of corrosion products are shown in Table 3. Obvious grain boundaries can be seen in the crack propagation zone, which is a mixed transgranular or intergranular cracking (Figure 6d). Figure 7a is the SEM image of the mixed transgranular or intergranular cracking in the crack propagation zone, and Figure 7b shows the microscopic characteristic fatigue band of fatigue cracking in the crack propagation zone.
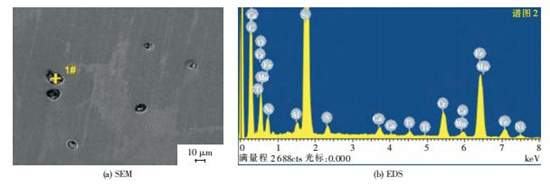
Figure 5 SEM images and EDS analysis of inclusions
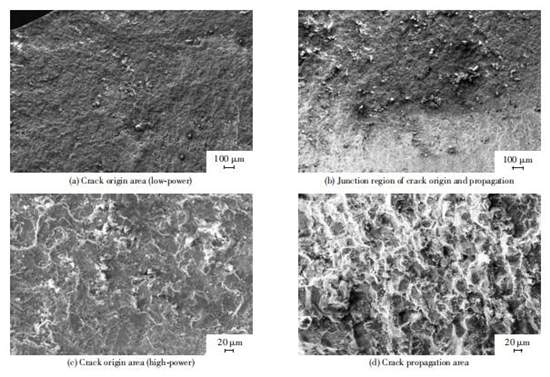
Figure 6 Scanning electron microscope morphology of the fracture
Table 3 EDS analysis results of the chemical composition of corrosion products on fracture surfaces (mass fraction l/%)
| Element | C | O | Na | Mg | Al | Si | P | S | Cl | Ca | Ti | Cr | Mn | Ni | Fe |
| Content | 19.31 | 9.96 | 1.95 | 0.58 | 0.29 | 2.45 | 0.21 | 2.65 | 0.18 | 0.40 | 2.93 | 2.93 | 0.83 | 1.90 | Bal. |
1.6 Hardness tests
According to GB 13296-2013, the hardness of 304 austenitic stainless steel pipes for boilers is not allowed to exceed HV220, while the microhardness value of the cracked tee is HV452. The hardness test results show that the hardness of the cracked tee material is too high.
2. Analysis and discussion
By observing the macroscopic and microscopic characteristics of the cracked fracture, it can be concluded that the failure mode of the cracked tee belongs to fatigue failure. It can be seen from the environment that the working temperature and pressure of the tee are low, but it is subjected to vibration in the working process. It can be inferred that the source of the fatigue load of the tee crack is the vibration load.
By analyzing the composition of the material and observing the metallographic structure, it can be found that Ni is a stabilized element for austenite, and its content lower than the standard value will affect the stability of austenite, which will promote the transformation of unstable austenite to martensite after deformation, resulting in high hardness and strength of the material and low plasticity. At the same time, there are many non-metallic inclusions inside this batch of tees. The presence of inclusions has a split effect on the matrix and causes stress concentration. The changes in these microstructures cause great internal stress in the material, which promotes the initiation of fatigue cracks.
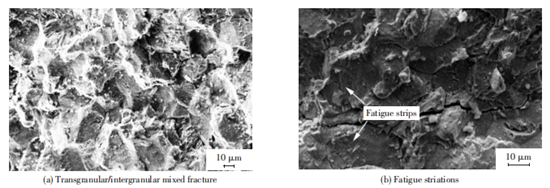
Figure 7 The SEM morphology of fracture crack propagation zones
The operative norm of tee stipulates that the tee needs the solution treatment. The purpose of solution treatment is to reduce the hardness of the material, improve its toughness, eliminate the internal stress of the material, and prevent the material from stress corrosion or stress cracking. The microhardness of the failed tee is HV452, which is much higher than the upper limit of HV 220 specified in the standard, indicating that the hardness of the material increase for the tee not subjected to solution treatment, increasing the internal residual stress of the material. Therefore, if the tee is not subjected to the solution treatment after deformation, a lot of cold working deformation damage marks will happen on the inner surface, which increases the stress concentration at the damage location and accelerates the generation of fatigue cracks.
3. Conclusions
1) The main alloying elements Cr and Ni in the tee are not up to the standard value. The Ni content is lower than the required value, which will reduce the degree of stabilization of austenite, promote the transformation of unstable austenite to martensite after deformation, resulting in higher hardness, higher strength and lower plasticity of the material.
2) There are a lot of inclusions in the cracked tee matrix, and the existence of spherical inclusions will increase the stress concentration under alternating load and promote the initiation of fatigue cracks.
3) The fact that the tee is not subjected to solution treatment leads to an increase in the hardness of the material and the internal residual stress of the material.
4) The failure mode of the cracked tee is fatigue failure. At the same time, the large amount of processing deformation damage on the inner surface of the material increases the stress concentration of the material. Under the action of vibration load, cracks start from the inner wall of the tee, and gradually expand in a fatigued manner, eventually forming fatigue cracks.
Post URL: https://www.landeepipefitting.com/the-failure-analysis-of-the-stainless-steel-tp304-tee-part-two.html
Landee is a professional industrial pipe fitting manufacturer and be well accepted by customers all over the world, we has been producing Pipe Fitting for a variety of applications since 1985. welcome to access our website: https://www.landeepipefitting.com.
Previous: The Failure Analysis of the Stainless Steel TP304 Tee (Part One)
Next: Types and Failure Modes of Gaskets
Next: Types and Failure Modes of Gaskets
