Failure Analysis of the Cracking of Stainless Steel Tees in Industrial Pipelines (Part Two)
Posted: 05/10/2021 10:57:21 Hits: 70
2.6 The scanning electron microscope observation and energy spectrum analysis
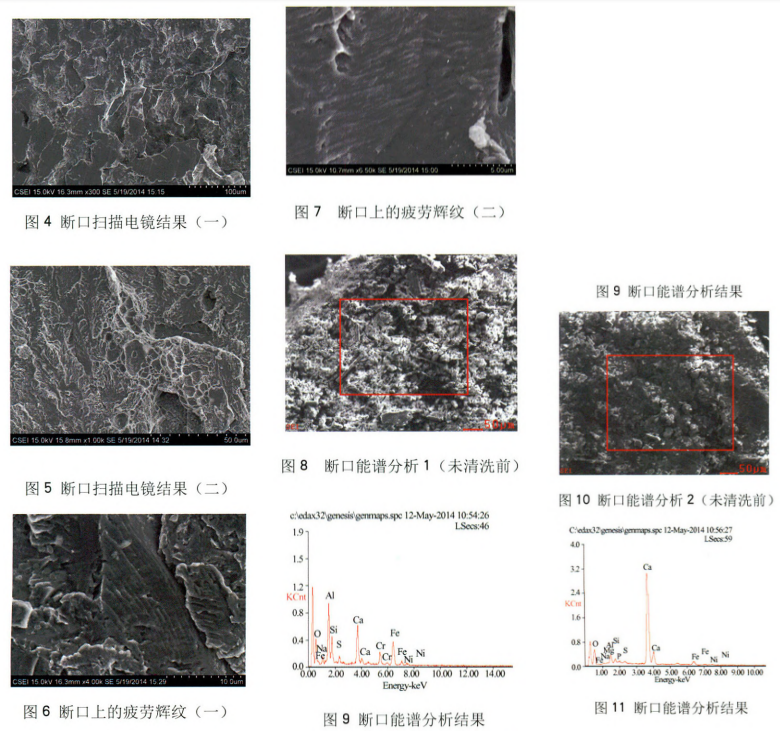
Sample at A according to the position shown in Figure 3 for the scanning electron microscope and energy spectrum analysis. Scanning electron microscopy results are shown in Figures 4 and 5. The crack fractures mostly show typical quasi-cleavage features. Dimples can be seen in some positions, and obvious fatigue lines can be seen after a high magnification, as shown in Figures 6 and 7. The results of energy spectrum analysis are shown in Figures 8 to 11. There are corrosive elements such as S and O in the fracture, as shown in Table 3 and Table 4.
Table 3 The statistical table of energy spectrum analysis results of Figure 8
Sample at A according to the position shown in Figure 3 for the scanning electron microscope and energy spectrum analysis. Scanning electron microscopy results are shown in Figures 4 and 5. The crack fractures mostly show typical quasi-cleavage features. Dimples can be seen in some positions, and obvious fatigue lines can be seen after a high magnification, as shown in Figures 6 and 7. The results of energy spectrum analysis are shown in Figures 8 to 11. There are corrosive elements such as S and O in the fracture, as shown in Table 3 and Table 4.
Table 3 The statistical table of energy spectrum analysis results of Figure 8
| Elements | W/% | A/% |
| OK | 20.97 | 38.19 |
| NaK | 03.18 | 04.04 |
| ALK | 18.55 | 20.03 |
| SiK | 07.98 | 08.27 |
| SK | 01.92 | 01.74 |
| CaK | 13.61 | 09.89 |
| CrK | 07.40 | 04.15 |
| FeK | 23.38 | 12.20 |
| NiK | 03.01 | 01.49 |
Table 4 The statistical table of energy spectrum analysis results of Figure 9
| Elements | W/% | A/% |
| OK | 20.64 | 41.32 |
| NaK | 01.54 | 02.15 |
| ALK | 04.36 | 05.18 |
| SiK | 01.88 | 02.15 |
| SK | 01.00 | 01.03 |
| CaK | 00.68 | 00.68 |
| CrK | 31.79 | 25.40 |
| FeK | 07.62 | 04.69 |
| NiK | 27.49 | 15.76 |
| OK | 02.98 | 01.63 |
3. The analysis of the causes of cracking
In accordance with the requirements of the SH3408-96 standard, the stainless steel 0Cr18Ni9 tee is subjected to solution heat treatment after forming, and then pickling and passivating. The normal structure of the stainless steel after solution treatment should be fully austenitic; the metallographic analysis of the tee shows that there is a martensite structure, and the rolling traces are very obvious. This should be remaining deformed martensite structure due to the incomplete solution heat treatment after the tee is formed. Although the martensitic structure can increase the strength of austenitic stainless steel, the corrosion resistance and toughness of the material are reduced, and the ability to resist corrosion and crack propagation is reduced.
The chemical analysis found that the Cr content of the tee is lower than the standard requirement, and Cr is the main element to form a passive film on the surface of austenitic stainless steel to prevent corrosion of the medium. The reduction of the Cr content is obviously not conducive to the corrosion resistance of the material. The medium is acidic water, which is relatively corrosive. Stress concentration will occur on the parts which contain non-austenitic phase and low Cr content due to their suffering from corrosion and forming partial corrosive grooves. Under the interaction of fatigue, the tee quickly cracks and fails.
4. Conclusions and suggestions
The direct cause of the failure of the tee is the cracking caused by corrosion fatigue, but the low Cr content of the material and the abnormal metallographic structure, especially the existence of martensite structure is one of the main reasons for the cracking. If the tee is subjected to a thorough solution heat treatment as required after forming to eliminate the deformed martensite produced in the rolling process of tees, the material should have good corrosion resistance and crack propagation resistance. Even if the tee suffers from fatigue, generally, it will not crack so quickly and cause failure.
It is recommended that the chemical composition and structural state of such austenitic stainless steel pipe fittings should be checked one by one during warehouse-in inspection of materials. Semi-quantitative spectroscopy can be used for the retest of chemical composition, mainly retesting the content of alloy elements, especially the Cr content. For important pipe fittings, metallographic analysis can be used to check the structural status. For general pipe fittings or mass re-inspection, magnetic adsorption can be used for rapid checking, and further metallographic analysis re-inspection can be carried out on questionable pipe fittings.
This failure analysis did not perform further vibration analysis on the pipeline. Generally speaking, the main causes of pipeline vibration are fatigue load caused by medium pressure changes or unstable flow. If the fatigue effect is very significant, even if there is no problem with the material of the tee, it may crack due to fatigue after a period of use. In the follow-up operation, further vibration tests and analysis will be carried out on the pipe, especially the tee. If necessary, the vibration can be slowed down or eliminated by adding fixation or damping to completely solve the hidden danger of cracking of tees on pipelines.
Post URL: https://www.landeepipefitting.com/failure-analysis-of-the-cracking-of-stainless-steel-tees-in-industrial-pipelines-part-two.html
Landee is a professional industrial pipe fitting manufacturer and be well accepted by customers all over the world, we has been producing Pipe Fitting for a variety of applications since 1985. welcome to access our website: https://www.landeepipefitting.com.
Previous: Failure Analysis of the Cracking of Stainless Steel Tees in Industrial Pipelines (Part One)
Next: The Analysis of Cracks in High-pressure Bends
Next: The Analysis of Cracks in High-pressure Bends
